Powder coatings are ideal for ferrous and non-ferrous metal requiring a protective and decorative finish. Thermosetting powder coatings are now generally recognized as having a significant role in the metal finishing industries worldwide. Powder coatings have been a commercial reality now for close to forty years.
Powder coating is the most exciting finishing method to be introduced in the past hundred years. Rarely does a new technique offer significant performance advantages and at the same time offer reduced costs. Powder coating not only meets those criteria but also at the same time offers the best solution to meeting environmental regulations both now and in the future.
Worldwide government controls on solvent emissions and other pollutants released into the atmosphere are rightly becoming more stringent. These will continue to restrict the uses of liquid paints containing volatile, toxic, flammable solvents, which pollute the air we breathe cause financial loss and are an ever-present health hazard.
Powder coating is one of the least expensive finishing methods available today. While material and equipment costs are similar liquid finishing systems, the savings achieved in energy, labor, production, waste disposal, and meeting PCB standards make the real cost of powder coatings less than liquid finishing. In liquid finishing, the over-sprayed paint cannot be reclaimed; the cleanup time and waste disposal are costly and difficult.
Powder coating systems save energy because they are solvent-free. The fact that powder coatings contain no solvents also means that air and water pollution problems are virtually eliminated. This reduces the high cost of anti-pollution equipment and the time and money spent dealing with federal and state regulatory agencies. With powder coating systems, there is no liquid paint sludge to be sent to a hazardous waste site. This represents a major reduction in an increasingly difficult and expensive disposal problem. Because powder coatings do not require any flash-off time, and the process allows closed spacing of racks on a conveyor/trolley, more parts are coated per hour resulting in lower unit costs. Reject rates are usually much lower for a powder coating system compared to a wet system, in spite of the increased production rate.
Labor costs are often substantially lower in plants using powder coating because automatic systems require less manpower and the working environment is more favorable.
These benefits have enabled powder coatings to take a significant share of the industrial finishing market.
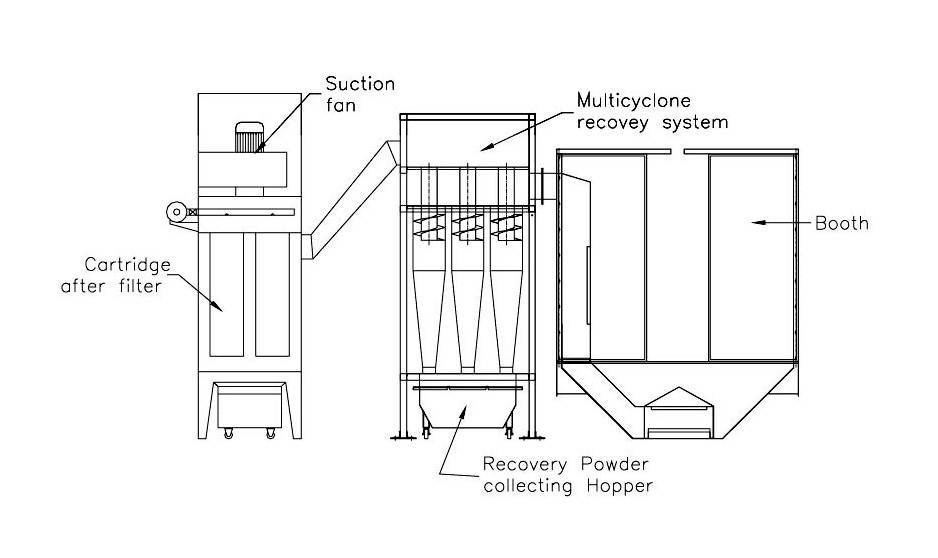
The powder coating booth plays an important role in saving the powder. The Powder booth as such may not do that but the powder recovery system makes it happen. Hence, it is very much important to understand the concept before choosing the recovery system.
Before starting any thing about powder coating booth, let us understand, what is powder coating booth? And what does it do? Why we require booth?
The powder coating booth is a simple enclosure with a cutouts provided for component entry/exit, operator accessibility and slot for conveyor. When you start powder coating in this enclosure/booth, the powder which is coming out of powder spray gun shall produce a mist of powder inside the booth. This becomes a hinders for an operator to see the object for further coating. Hence enclosure will have a negative suction created by a suction blower. The suction volume should arrive in such a way that the average suction velocity at each and every cutout (cross-sectional area) should be 0.6 to 0.7m/sec. This suction takes away the powder from the enclosure.
Even after recovering the powder, very small sized particles will come out from the recovery system. This finest powder, even if you collect, it is difficult to charge the powder for further coating. Hence it is advisable to collect it in a bag for disposal.
After the recovery, we suggest to have the after filter recovery system. This means that the finer powder particles need to be collected by means of filtering system. So, the following are the after filter recovery system.
More commonly we find that customer will not be having any of the after filter recovery system. They simply let out the finer powder to the atmosphere.